




The History
Large precast retaining wall blocks have had great success in the construction industry based initially on their sheer weight and durability in freeze/thaw conditions. However, contractors—striving to be in step with green building trends—are building structures with both lower environmental impact and greater design flexibility in mind.
Segmental retaining walls (SRWs) are segmental retaining walls that rely primarily on their mass (weight) for stability and connection with Geogrids. The units are manufactured of high compressive strength, low-absorption concrete, which helps make them resistant to spalling, scour, abrasion, the effects of freeze-thaw cycles, rot, and insect damage. These concrete masonry units are dry-stacked and rely on a combination of mechanical interlock and mass to keep them in place. They can be seen along highways, bridge abutments and in areas requiring erosion control. SRW uses range from soil reinforcement, extending into backfill and increasing the effective width and weight of gravity mass, to backyard landscaping enhancements. Additionally, a single worker alone can place multiple units.
Large, precast retaining walls systems, PMB’s (Precast Modular Blocks) while proffering a sense of durability due to their sheer size and mass, have definite limitations and disadvantages when compared to SRWs. In instances of high areas to buttress, connection strength of unit to geogrid reinforcement is an important factor for geogrid reinforced walls; the unit’s mass is only one contributing factor to the connection strength. Additionally, solid precast retaining wall units do not lend themselves to a wide range of engineering design options.
From the manufacturing point of view, cost considerations on large block, precast retaining walls units are driven by how much concrete is required to produce units, the cost and number of moulds required for production and the cost of transporting finished units. Solid or mostly solid units require more concrete per foot to manufacture than systems with larger hollow cores and require larger equipment to move.
The Green Building Factor
The environmental impact of the cement manufacturing process, though, remains an issue. Producing one ton of cement results in the emission of approximately one ton of CO2, created by fuel combustion and the calcination of raw materials. Cement manufacturing is a source of greenhouse gas emissions, accounting for approximately 7 to 8 percent of CO2 globally. Because a typical concrete mix design requires 10 to 15 percent cement, producers have been working together with scientists and governmental organizations on a variety of approaches to minimize the negative environmental impacts.
One approach has been the use of supplementary cementing materials (SCMs) to replace a portion of the cement used in concrete. Waste materials such as fly ash or ground granulated blast-furnace slag are now more commonly incorporated in the mix and have the secondary benefit of being saved from going to landfills.
Another approach has been the use of hollow cores as an alternative to large block precast retaining walls. Properly designed, hollow core units do not sacrifice structural integrity and must pass rigorous industry standard testing requirements. Having the hollow cores as part of the integral design of each unit automatically brings environmental advantages in a number of areas:
Manufacturing Raw Materials
Less cement and aggregates required to produce the same face area of retaining wall.
Reduced Transportation Costs
Lighter unit weight results in more face feet of wall product delivered to distribution points or job sites and lower transportation fuel costs.
Installation
Lighter unit weight means quicker installation and lighter equipment required for installation, not to mention reduced fuel costs.
One firm striving for innovation, Canadian-based Cornerstone Wall Solutions, has designed the MagnumStone™ retaining wall system containing design features that provide improvements and savings at all stages of the process from manufacturing to design to installation.
The MagnumStone™ retaining wall system represents a further extension of the hollow core trend; the size of the voids including the hollow core in an eight-square-foot face MagnumStone unit is 6.35 cubic feet. Even producing a small retaining wall of 8000 square feet saves 6000 cubic feet of concrete, compared to construction using a solid wall system.
When comparing system specifications on the basis per square foot of installed precast retaining wall versus hollow core wall, the hollow core system’s superiority surfaces. The weight per square foot of wall face, which was previously 487 pounds per square foot, then reduced to 242 pounds per square foot, has fallen once more (using MagnumStone) to 170 pounds per square foot—a drop of almost 30 percent. Maximum square footage able to be placed on a truck (with a 48,000-pound capacity) was increased from 96 square feet to 192 square feet as well. In other words, using MagnumStone™ increased the capacity 45 percent.
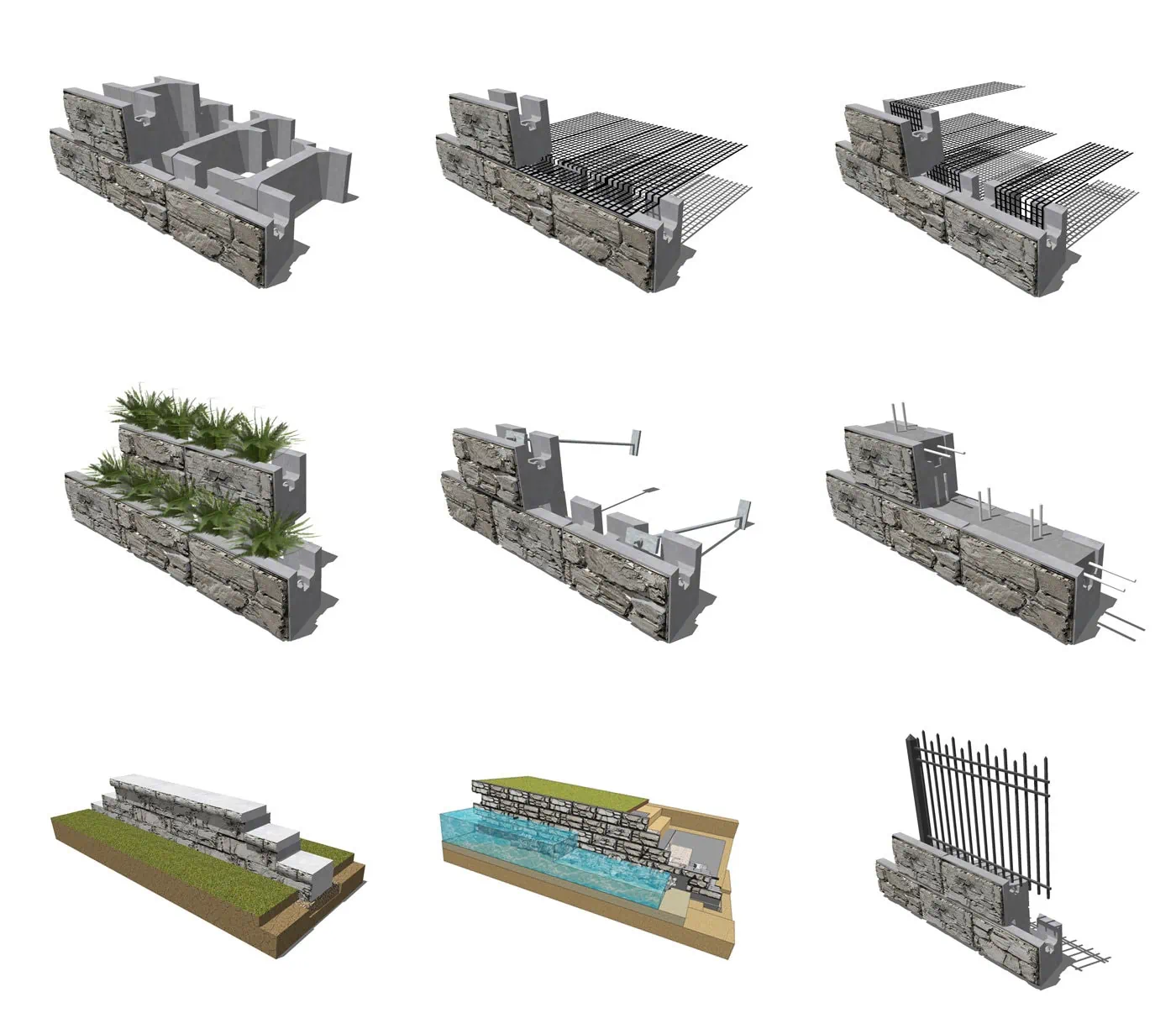
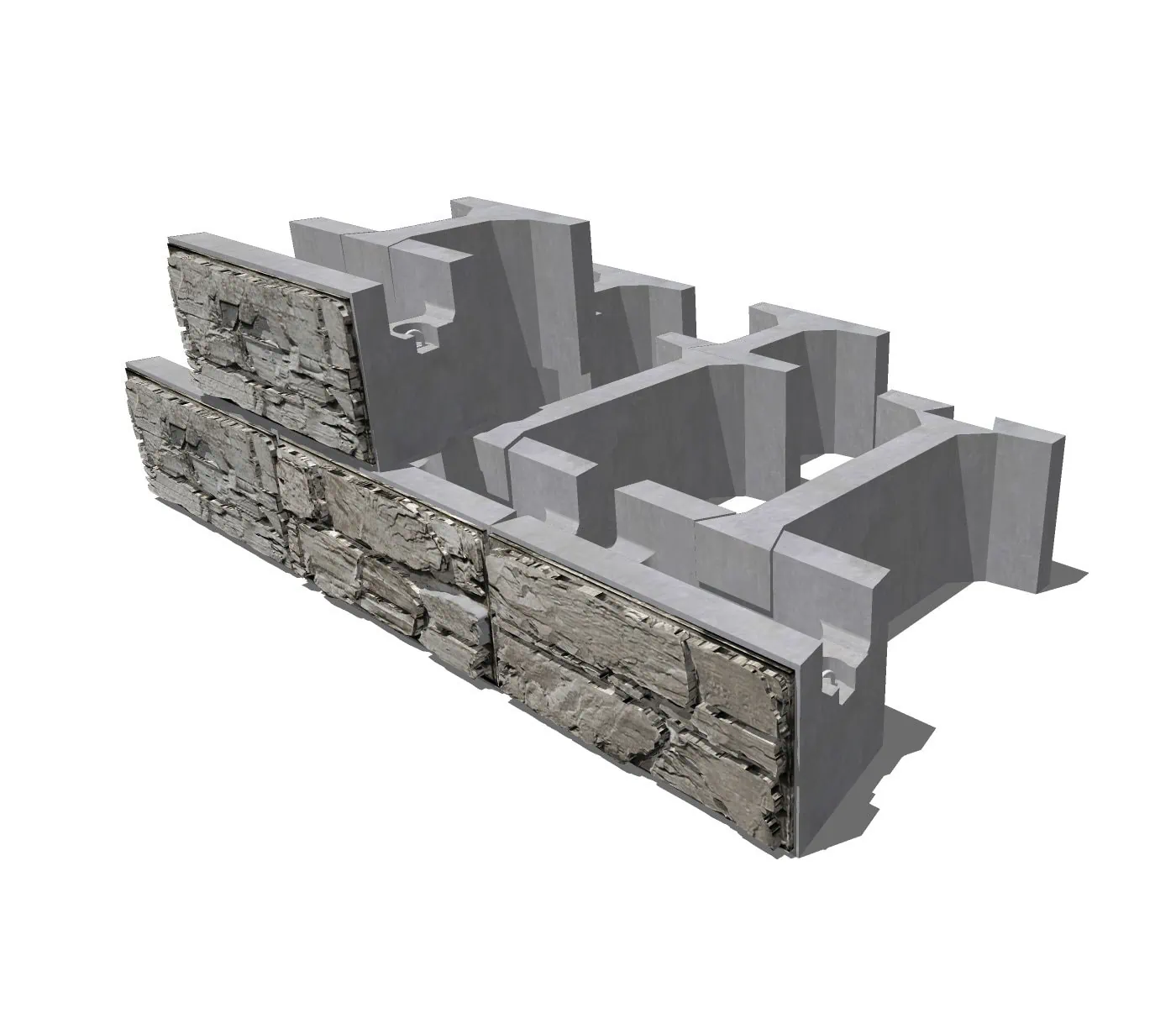
The MagnumStone™ system consists of a large block, hollow core, precast segmental retaining wall system that utilizes five basic units, including a full-block, base unit, top unit, and a half-high block and end corner unit—all manufactured from the same mold. Full blocks are two feet tall, four feet wide and two feet deep and have an eight-square-foot face size. Unit to unit connections use a patented, mortarless, SecureLug interlock system and are light enough to be moved in pairs with a standard Bobcat.
MagnumStone™ has been thoroughly tested for connection and strength in accordance with the design methodology promoted by the National Concrete Masonry Association (NCMA). The wet-cast manufacturing process provides the units with high strength, low absorption and excellent freeze/thaw results.
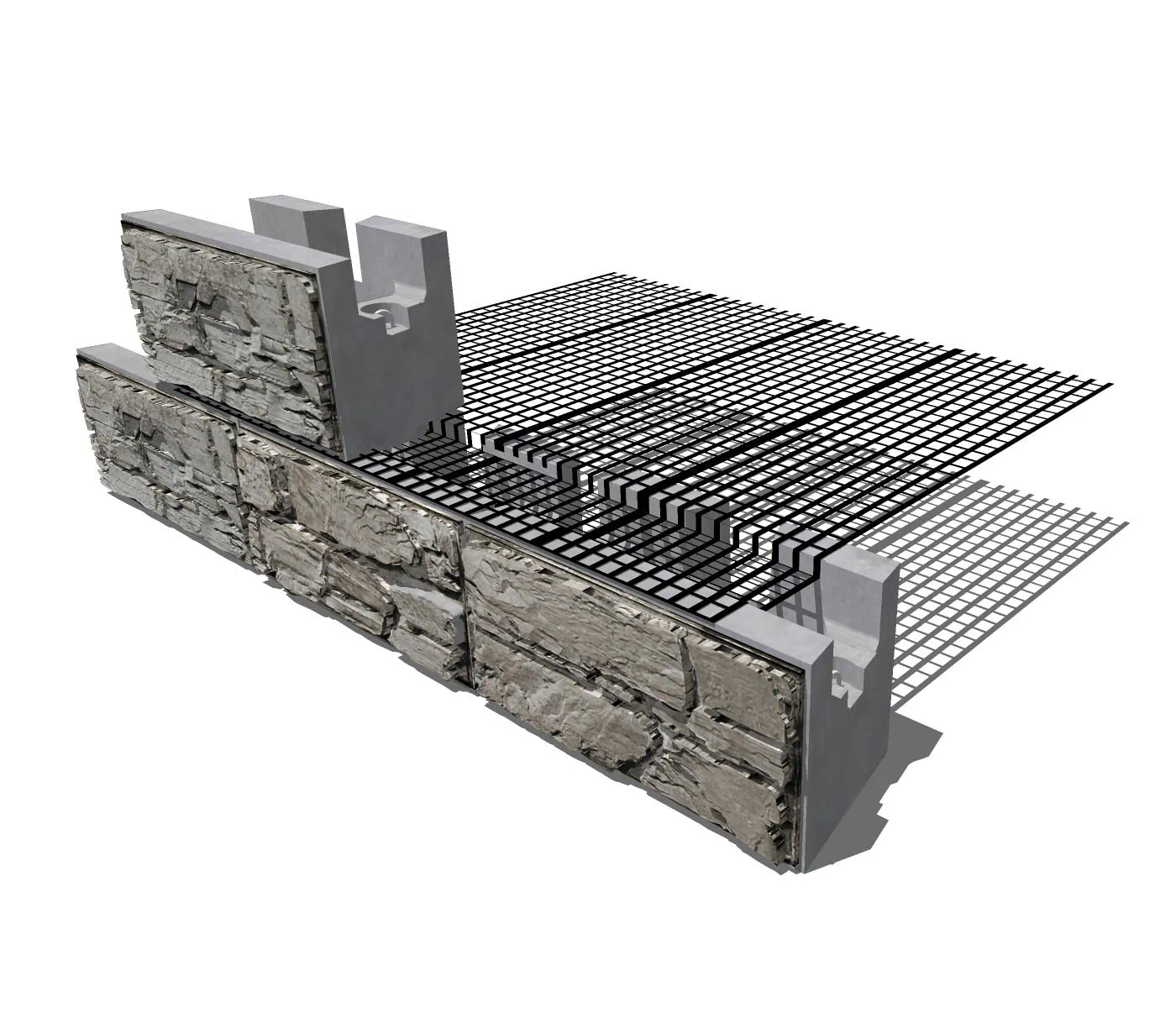
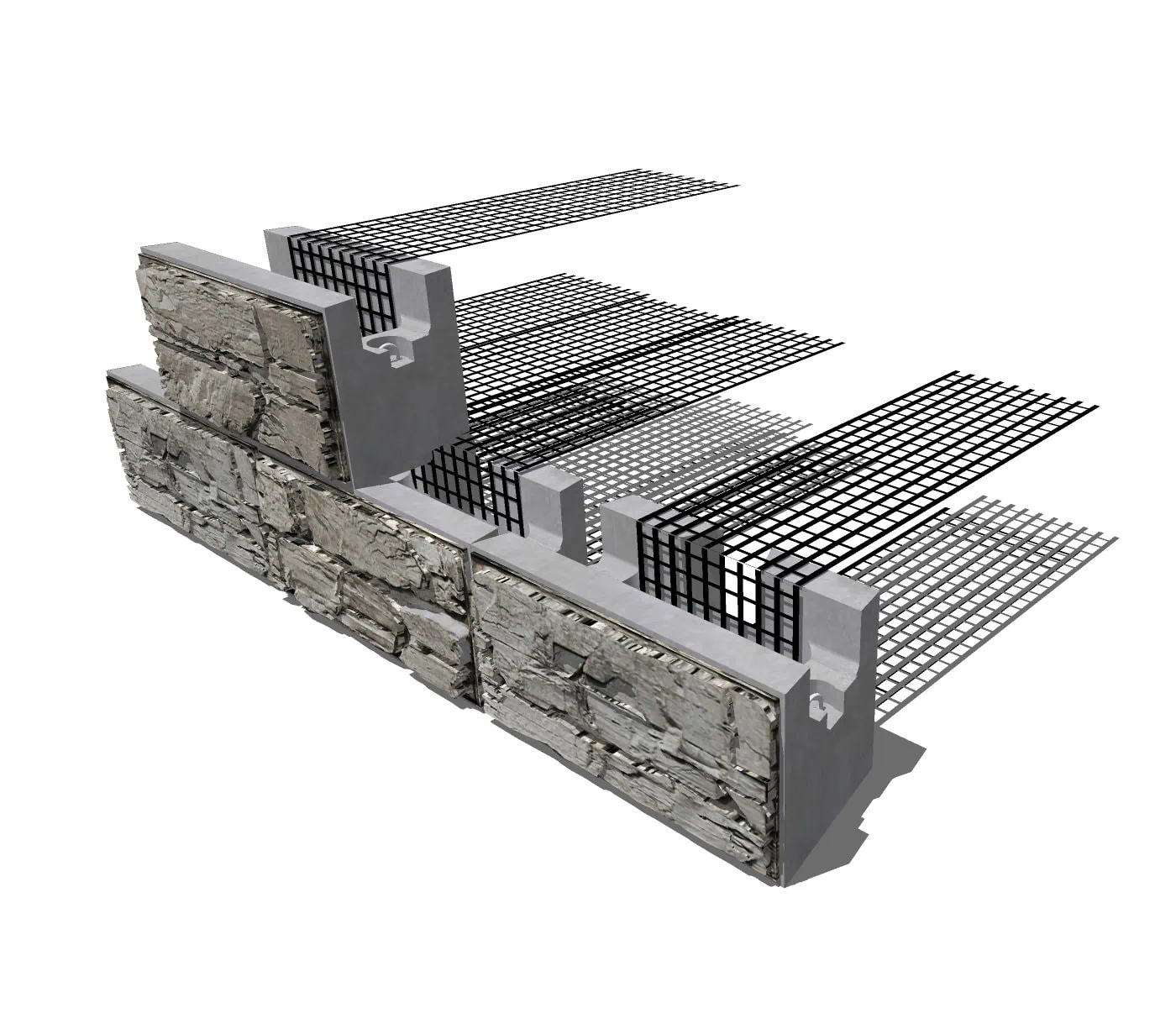
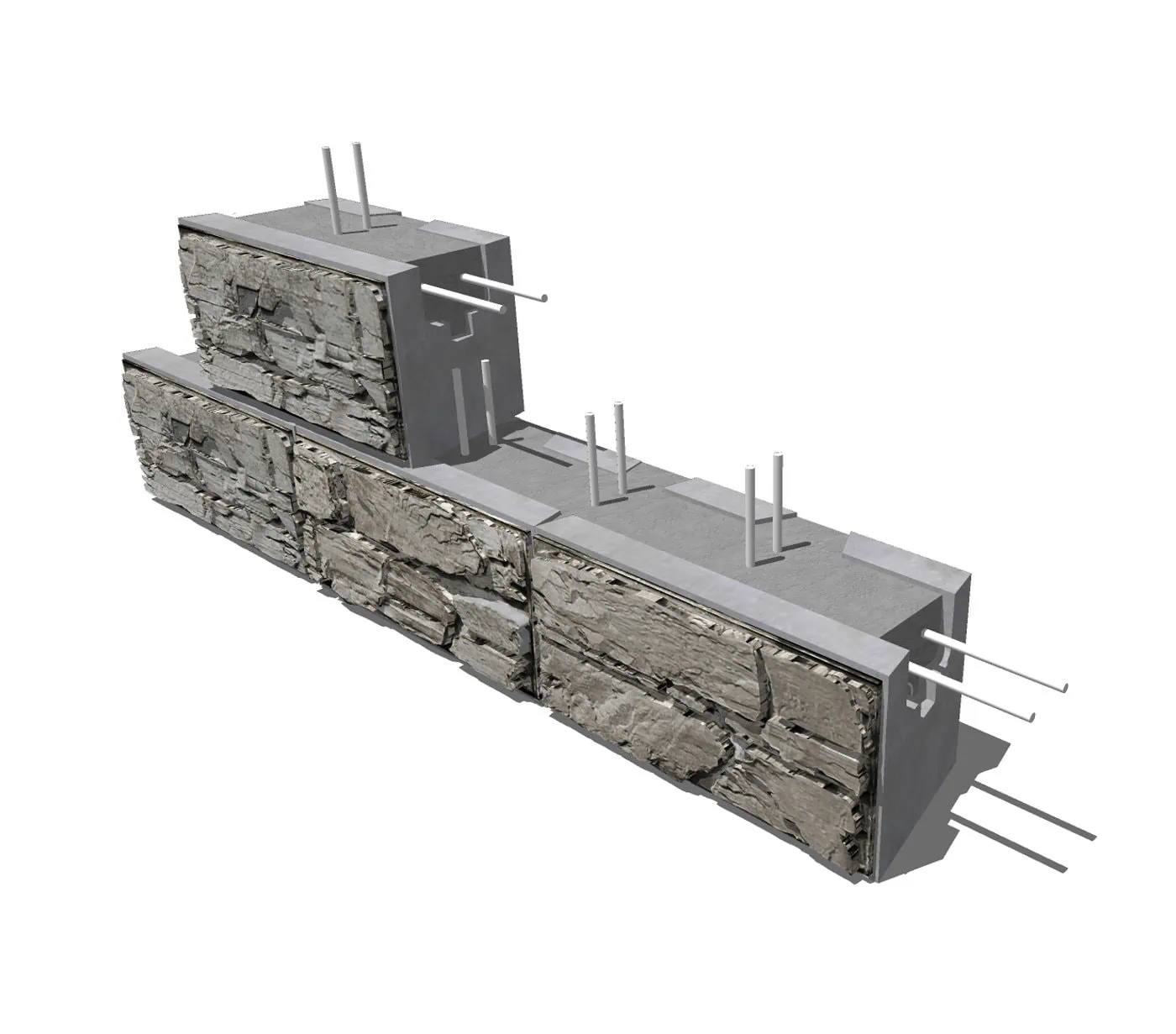
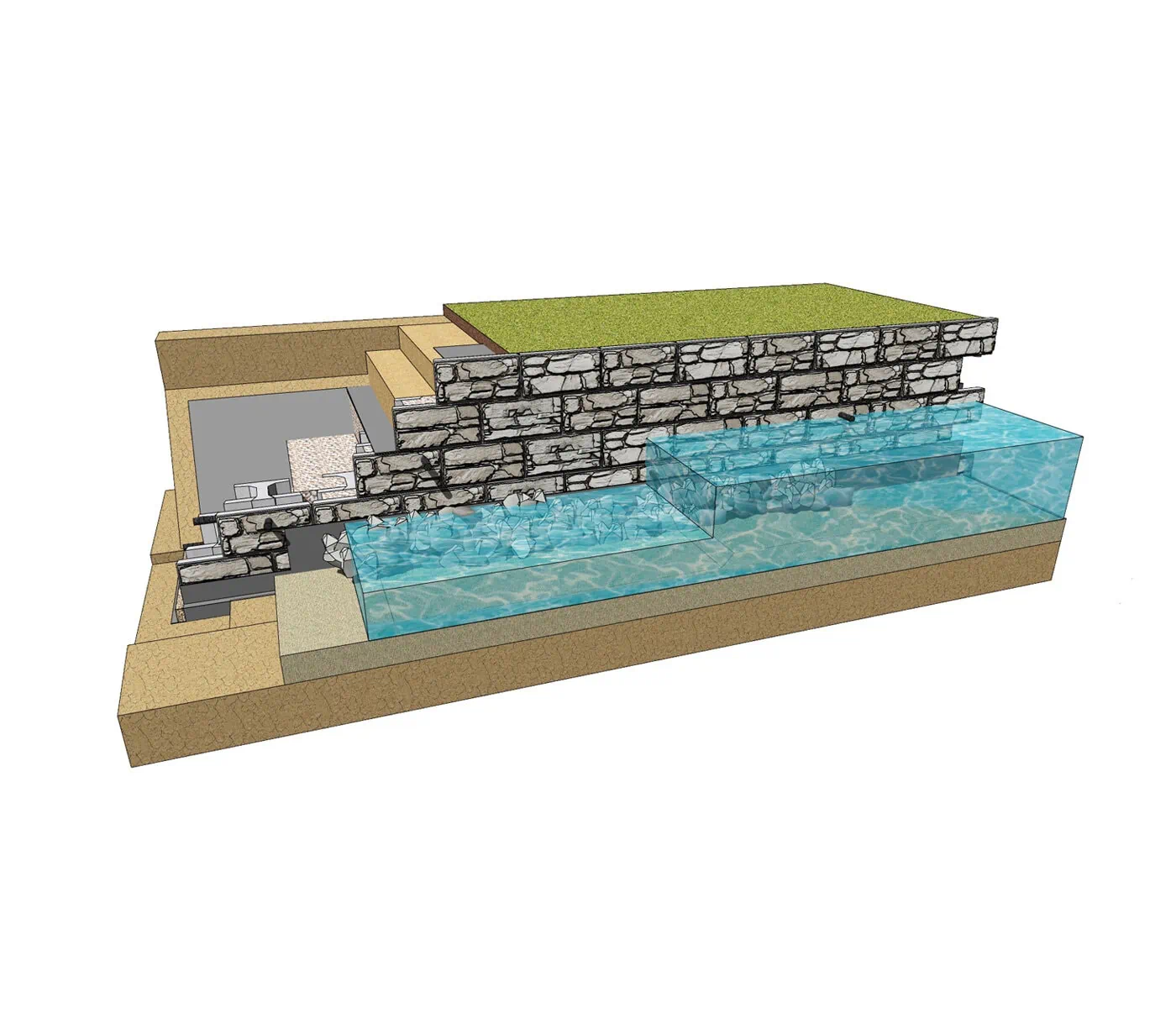
The vertical and horizontal hollow cores provide a number of creative and engineering design possibilities including: internal drainage systems, top of wall penetrations for posts or guard rails and Jersey Barriers, vertical and horizontal steel/concrete reinforcement, steel ladder configuration, through-wall services and drainage systems, and green wall options, such as planting pockets or terraces.
The National Concrete Masonry Association, (NCMA), offers an SRW Installer Education Course and the Certified SRW Installer Certification Program. Open to NCMA this Train-the-Trainer course teaches SRW installation guidelines, material and system component properties, soils and compaction, site practices, and how to effectively instruct installers.
The United States House of Representatives recently passed the DOD Authorization Bill (H.R. 5658), which was proposed and endorsed by the NCMA, with directives to incorporate “principles of sustainable design” to be included “in documents submitted as part of military construction projects” and, further, that those projects are to incorporate “life-cycle cost-effective practices as an element in project budgets.” The bill’s approval will undoubtedly impact the continued growth of the segmental retaining wall industry, making hollow core retaining wall systems a smart alternative to traditional solid systems.